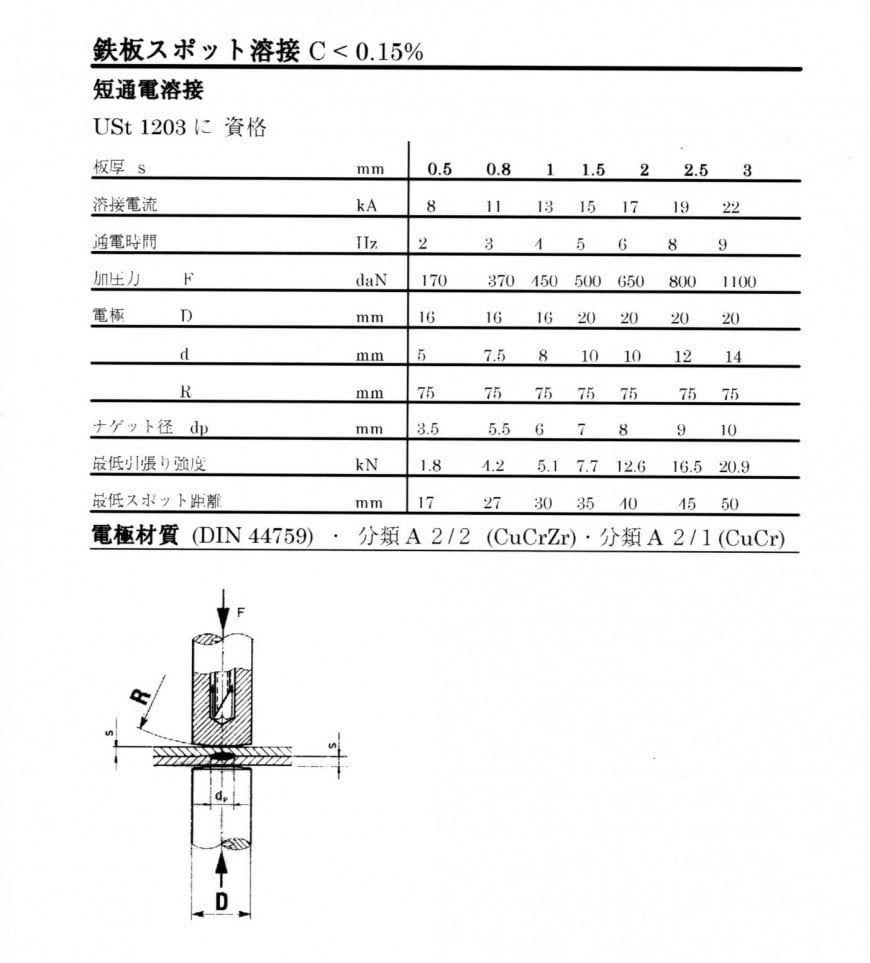
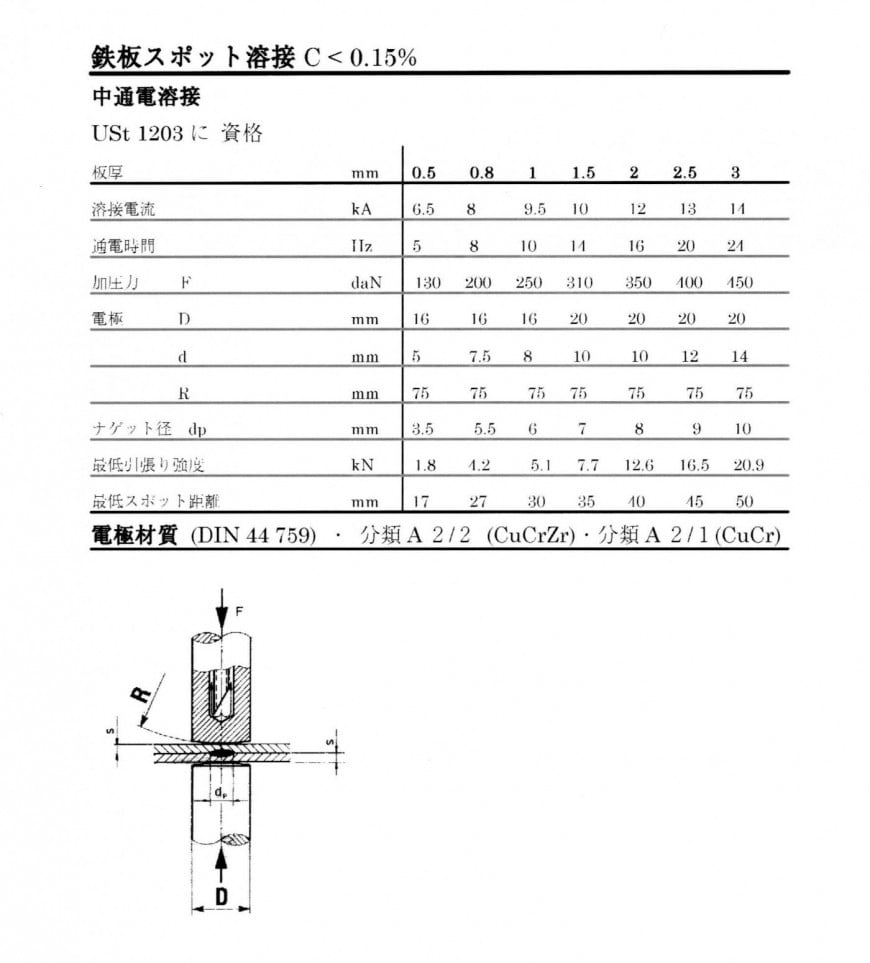
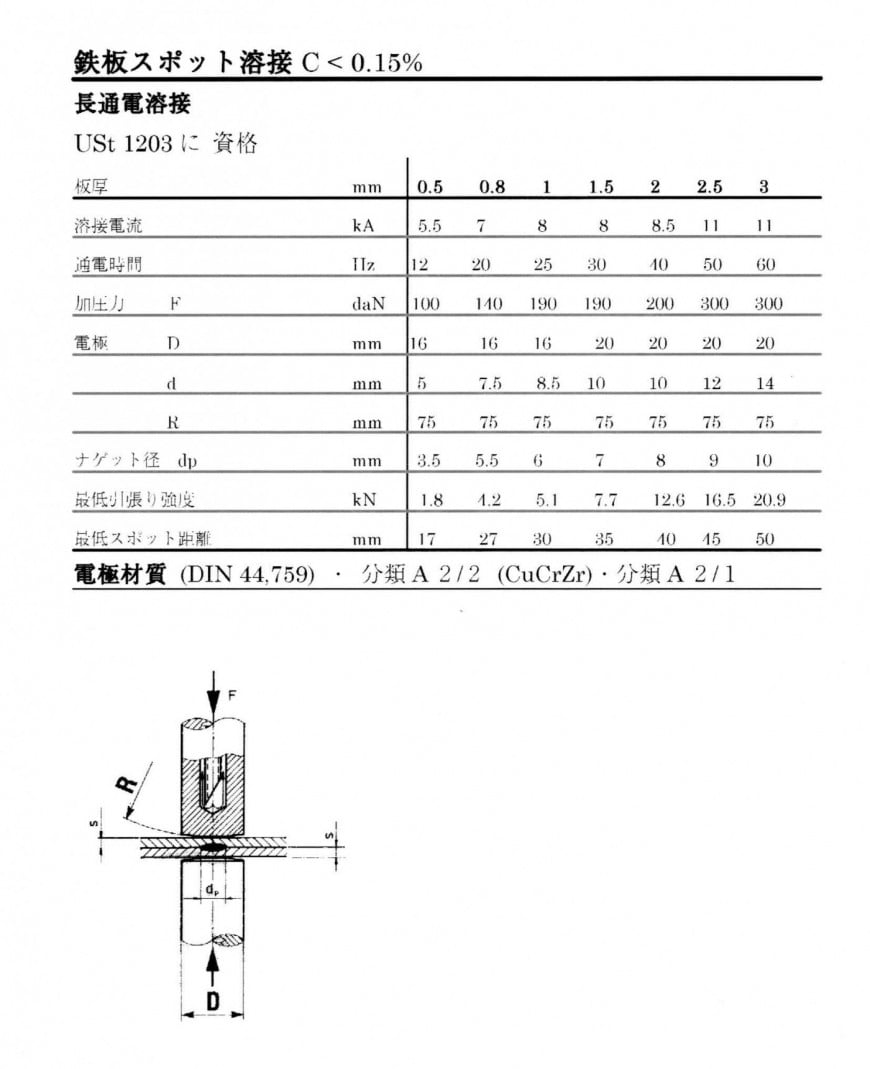
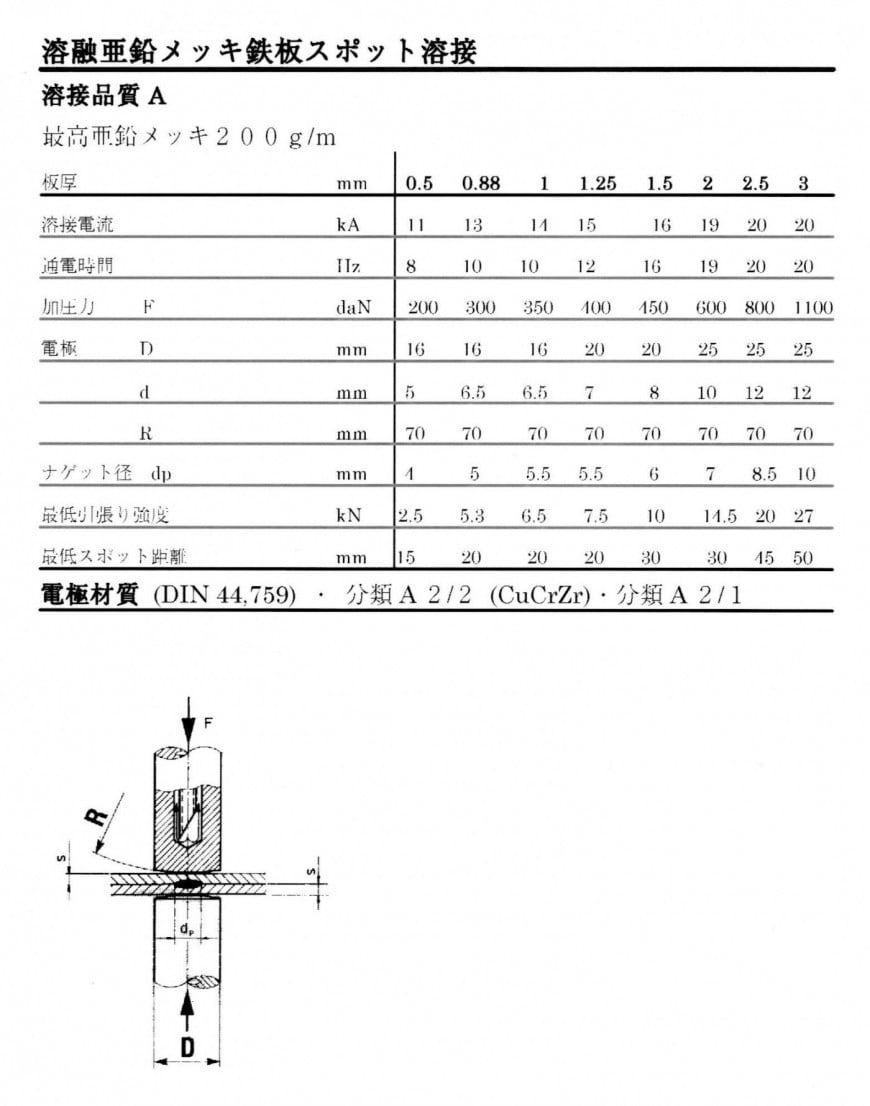
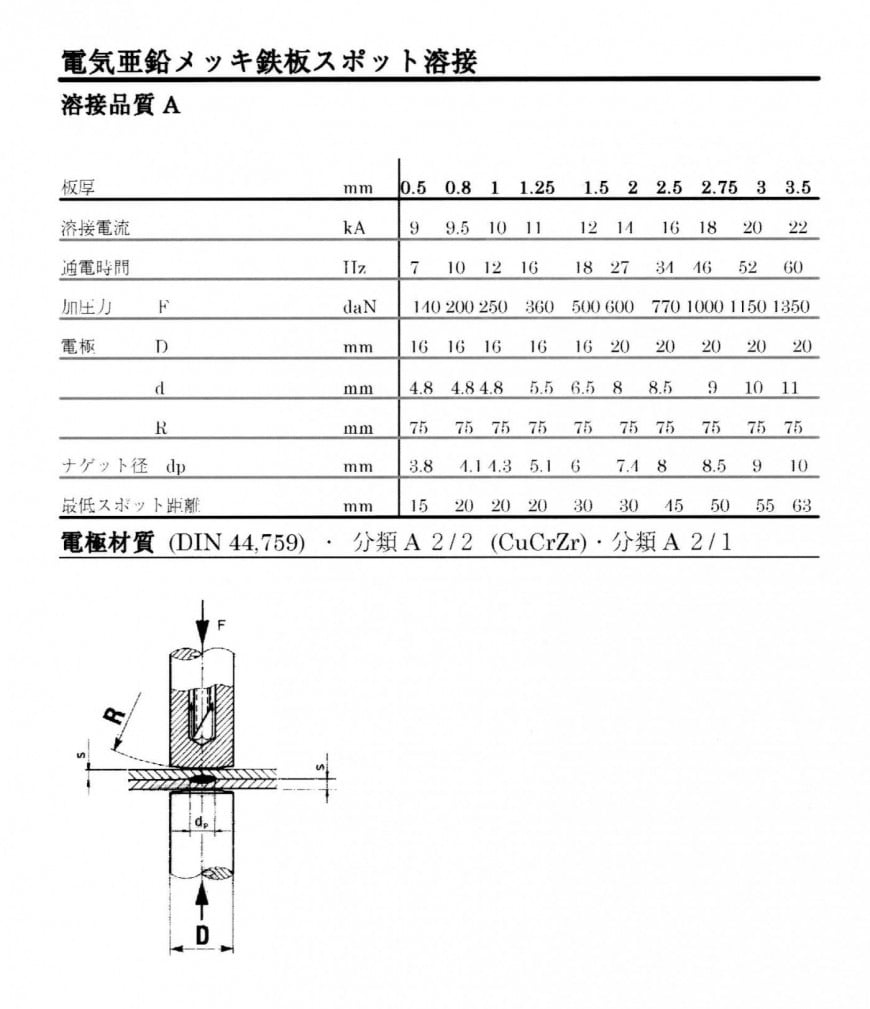
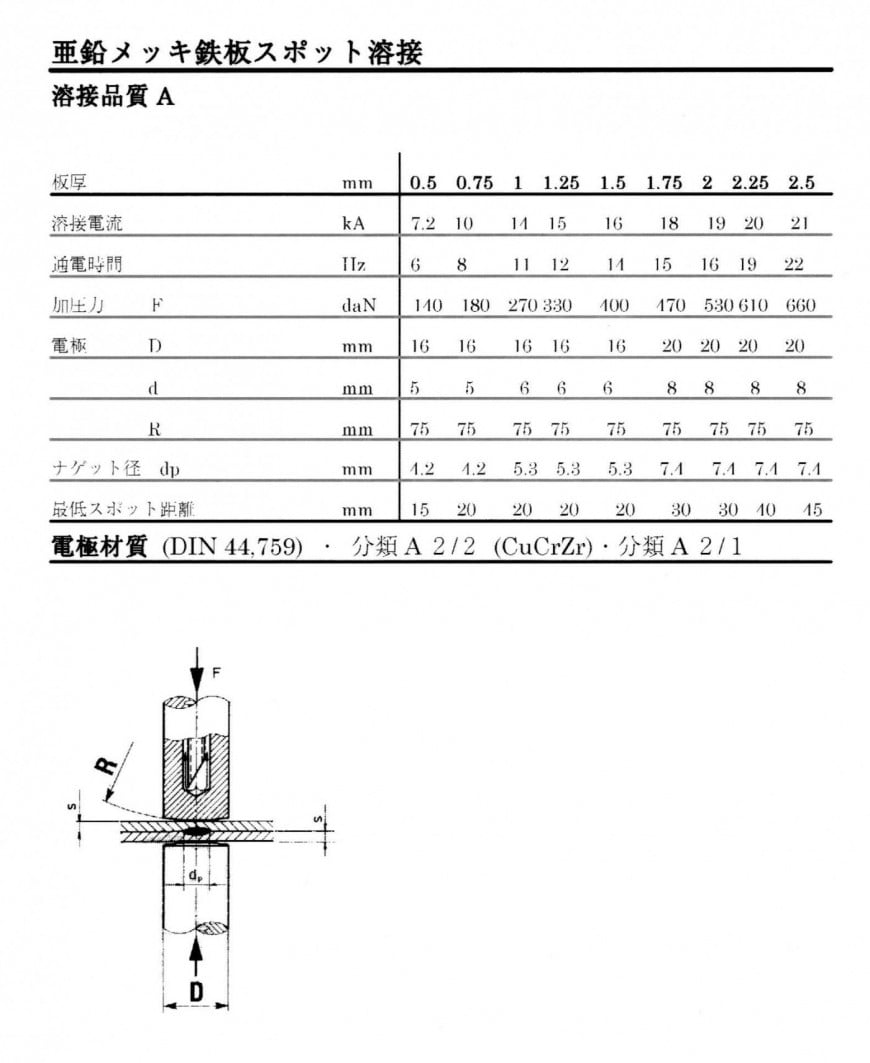
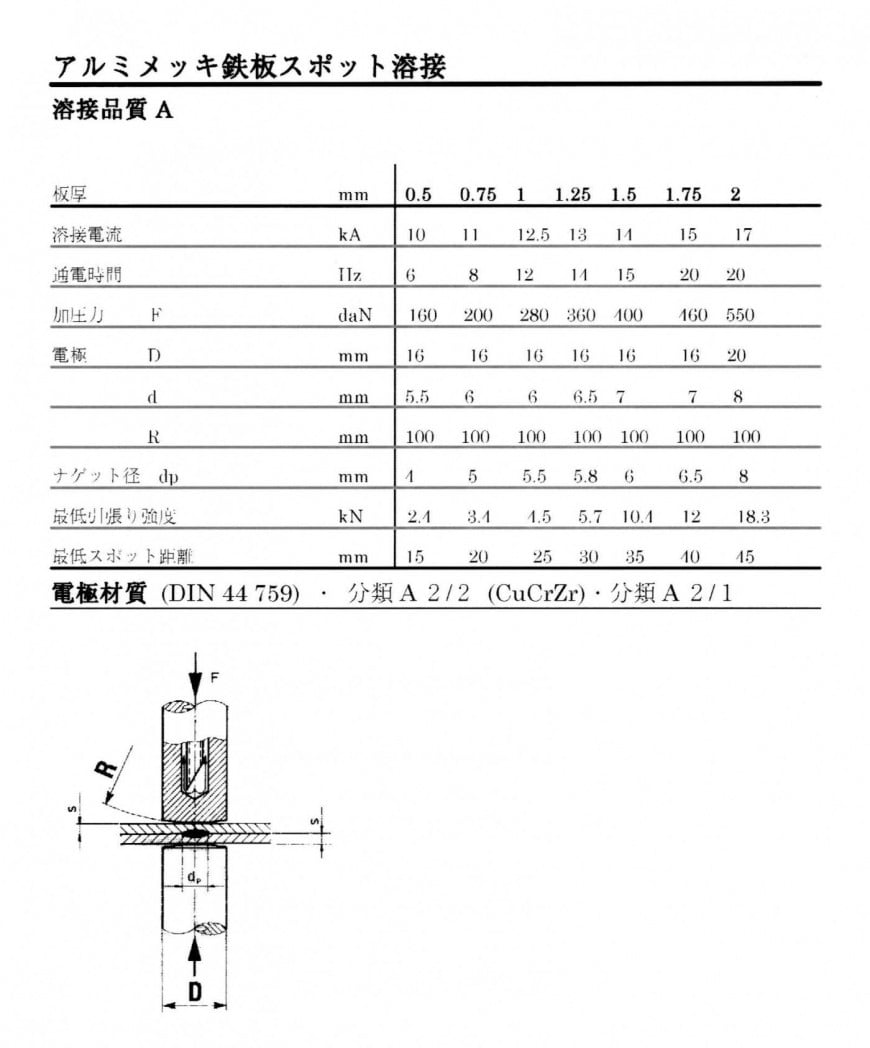
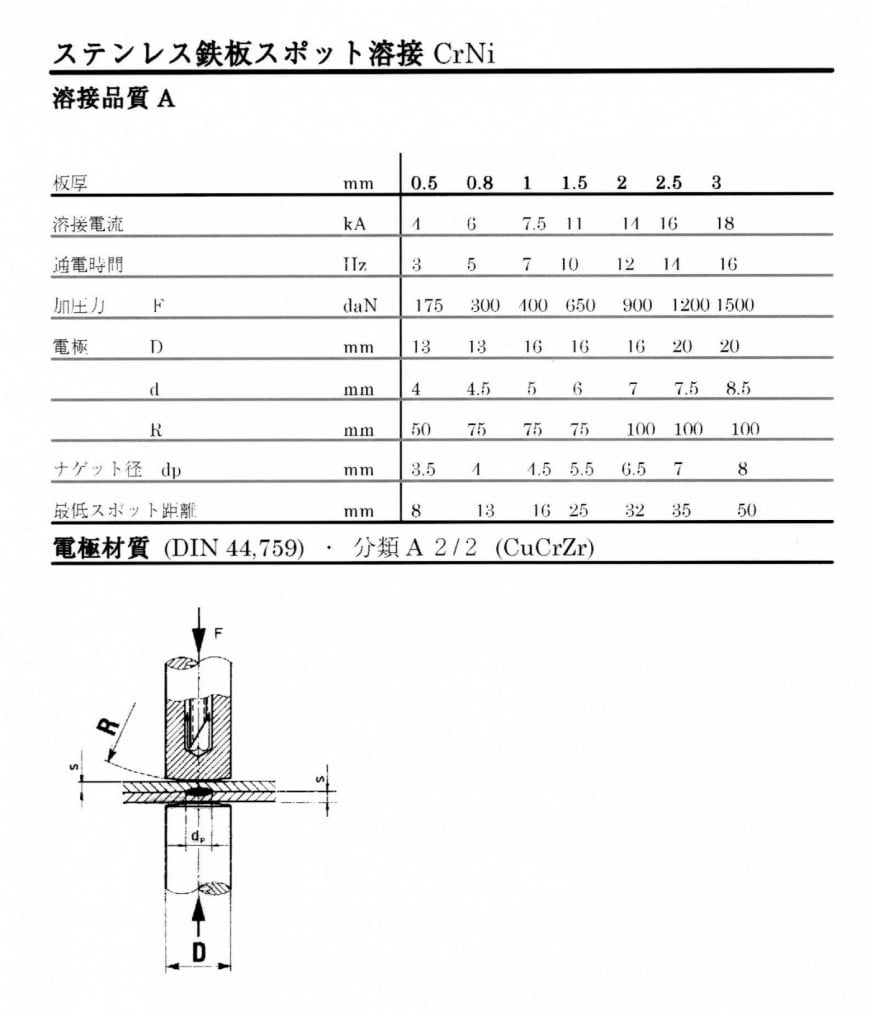
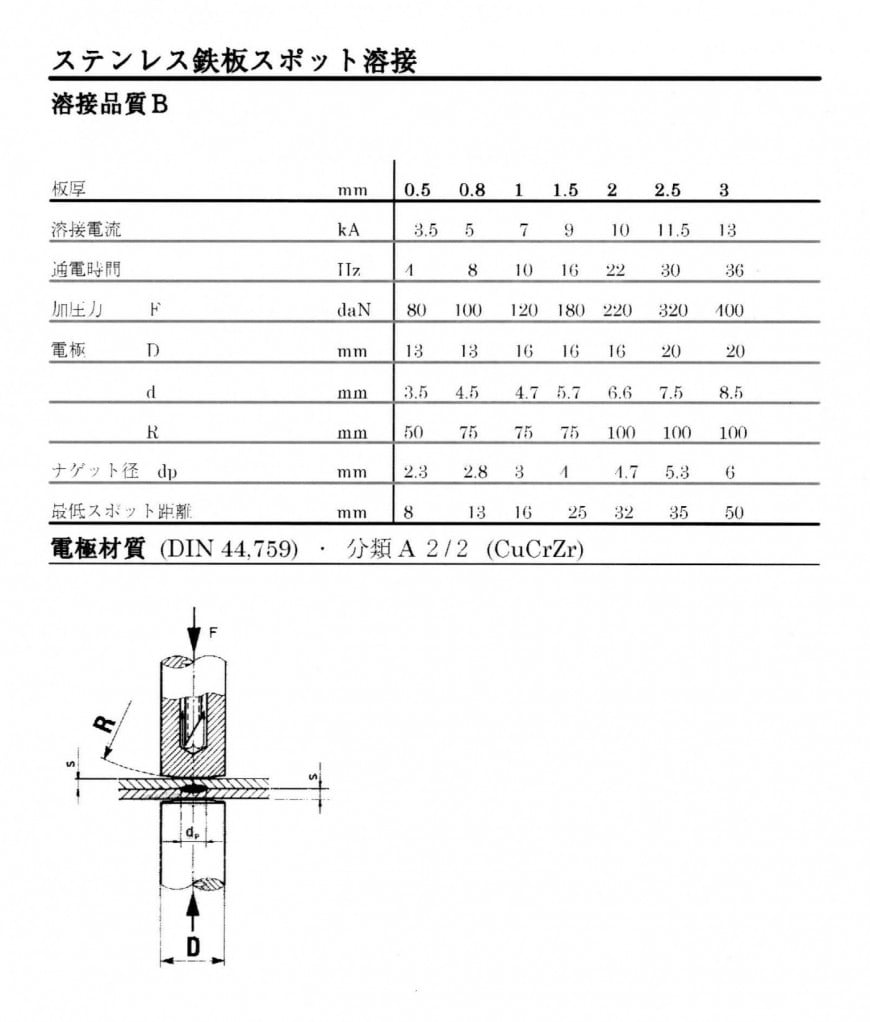
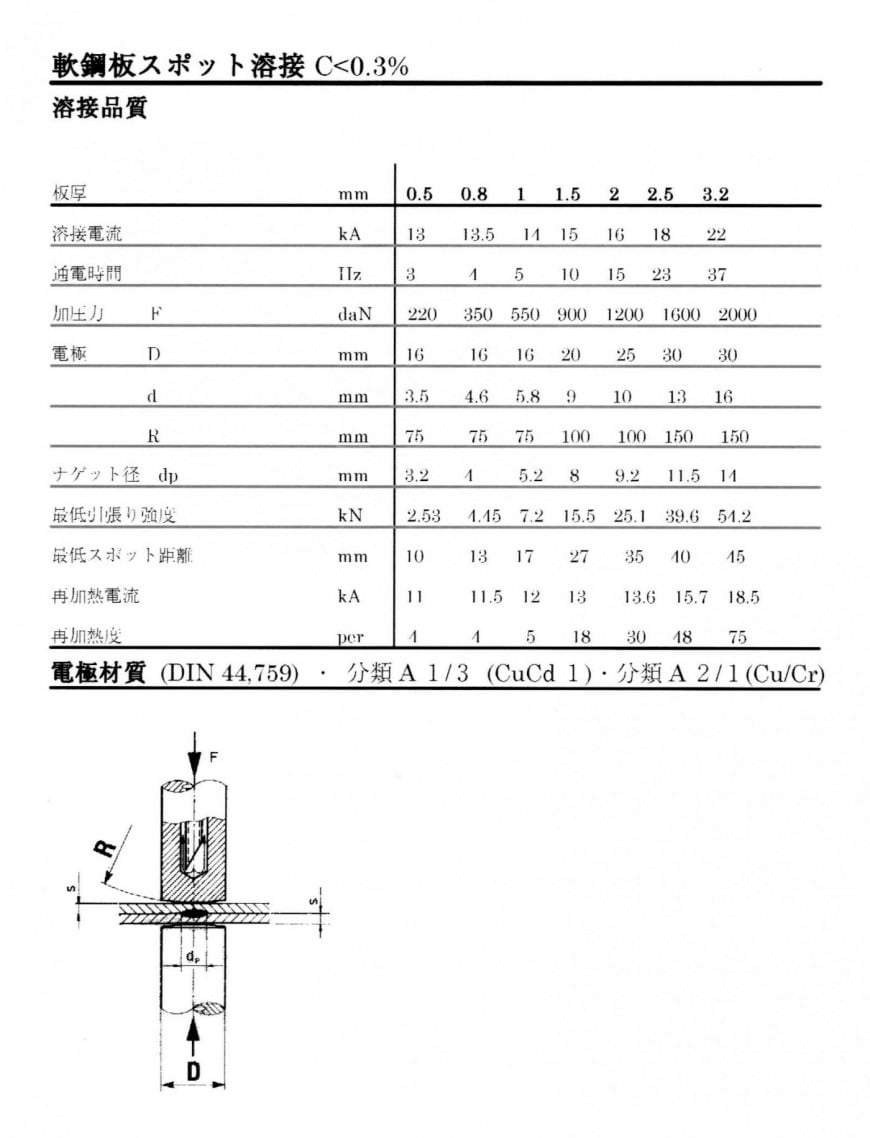
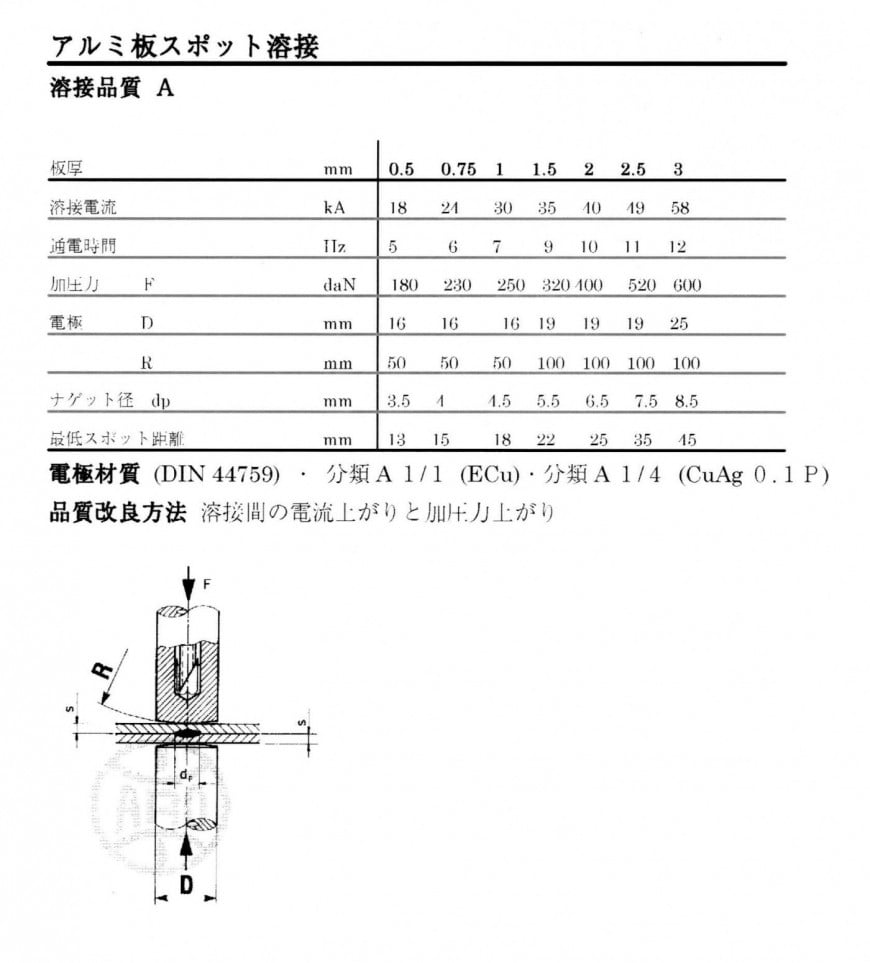
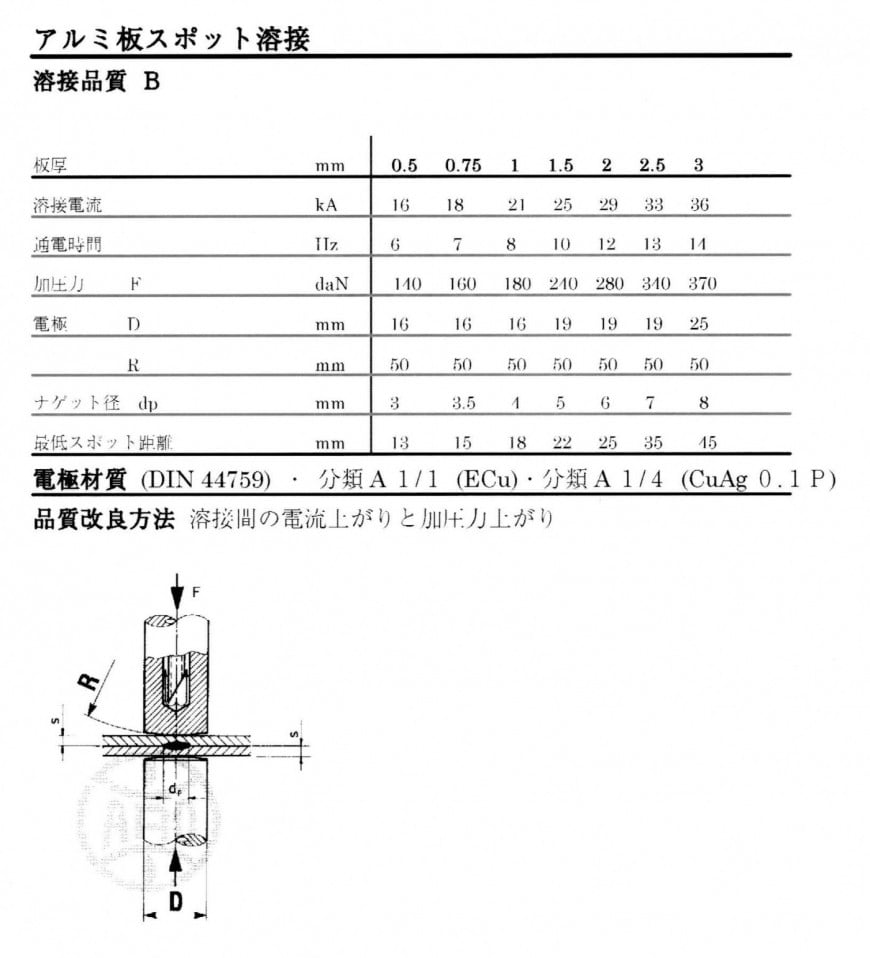
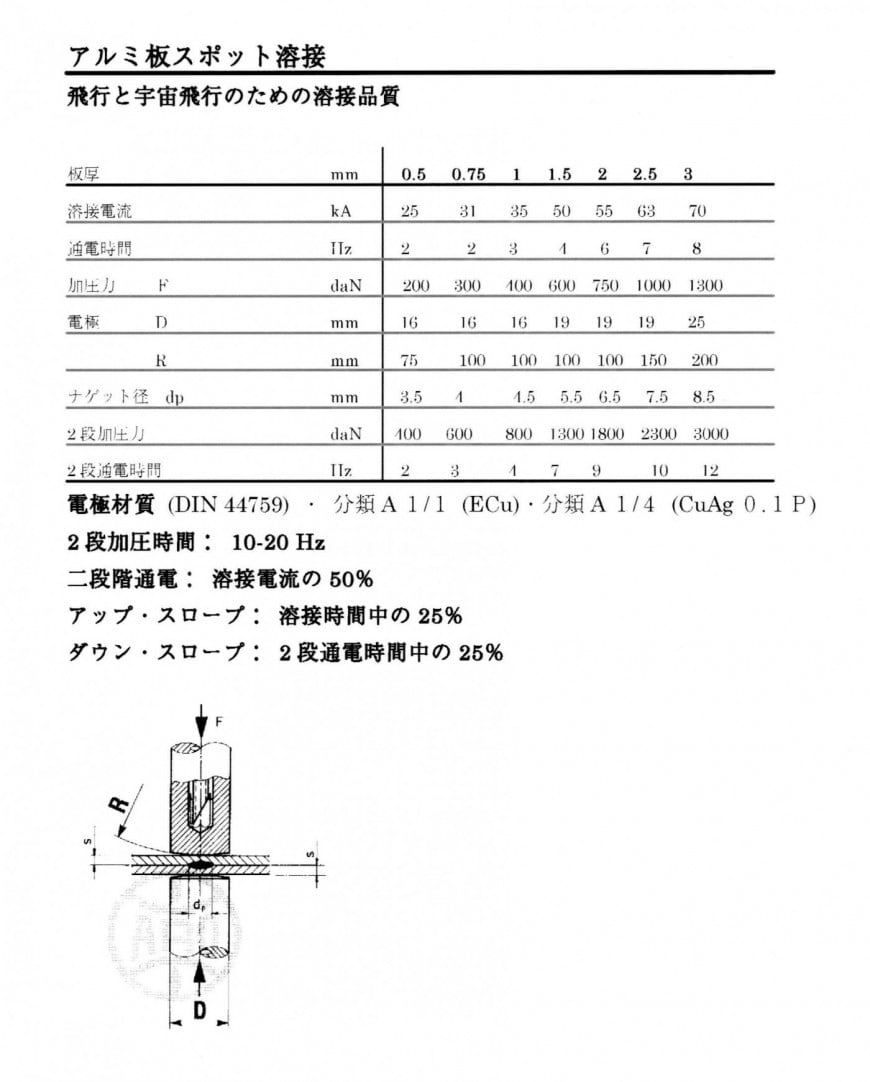
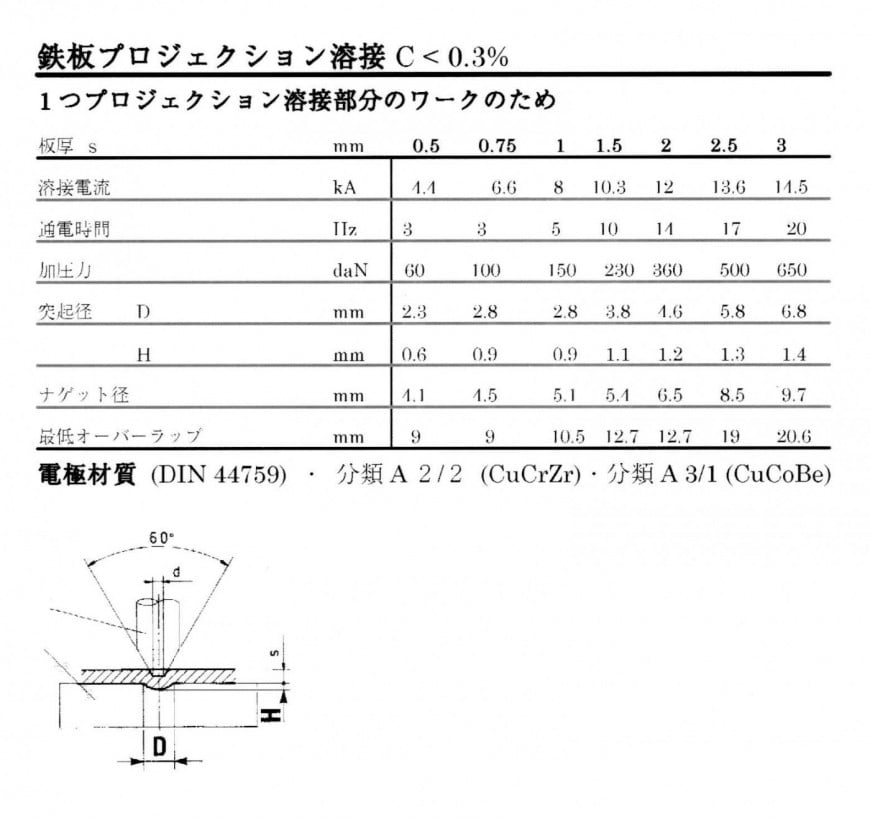
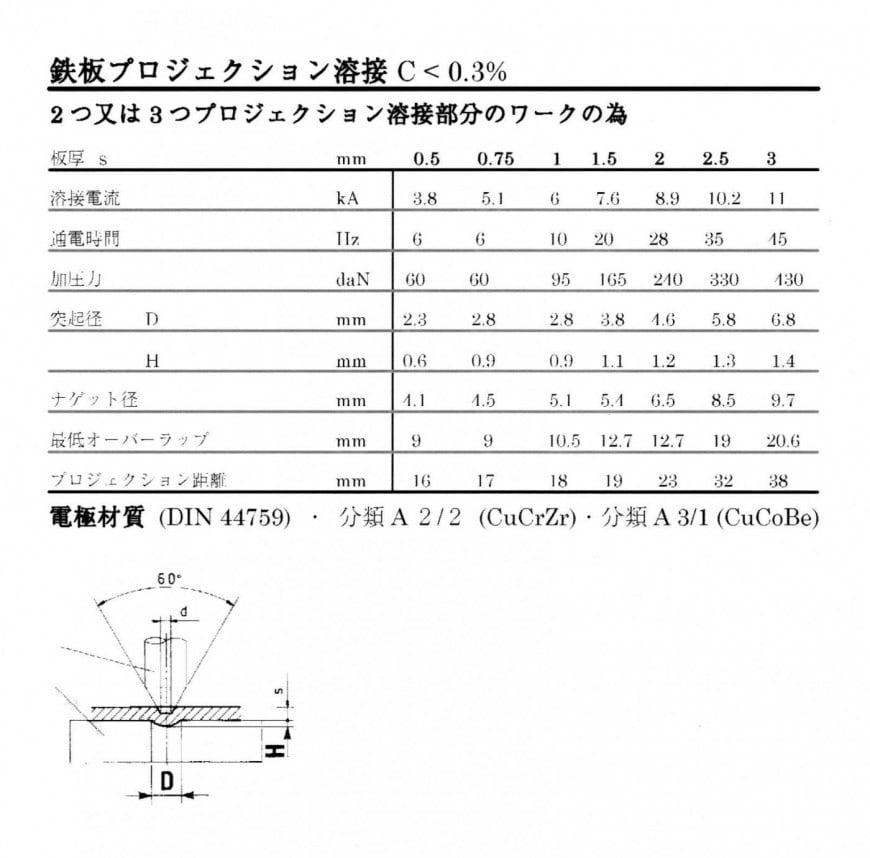
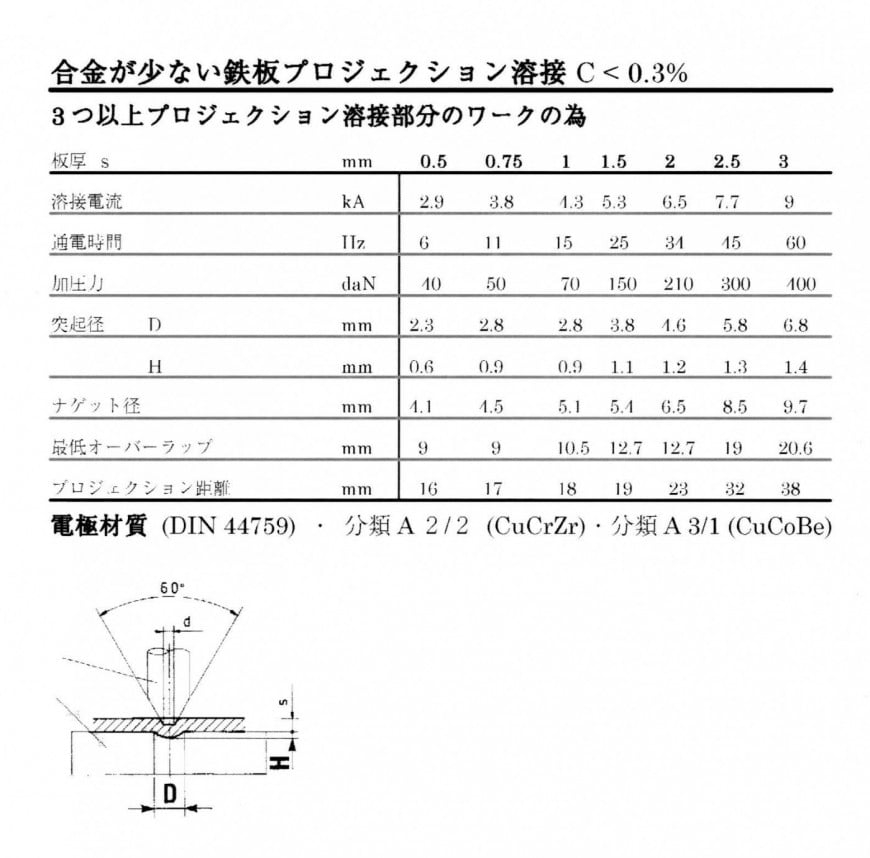
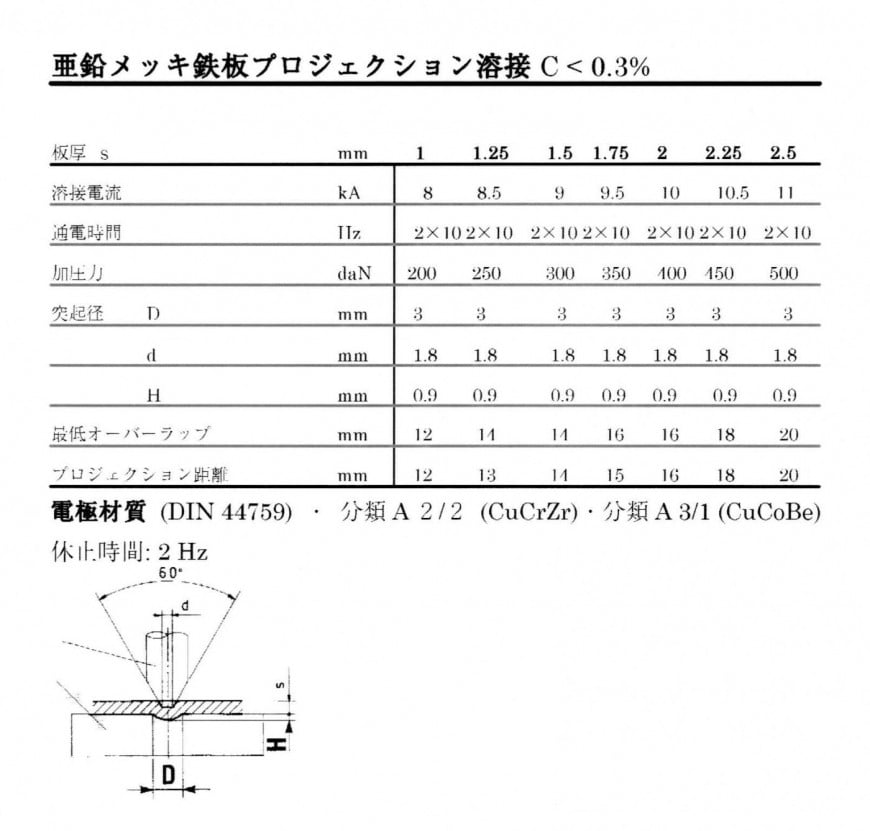
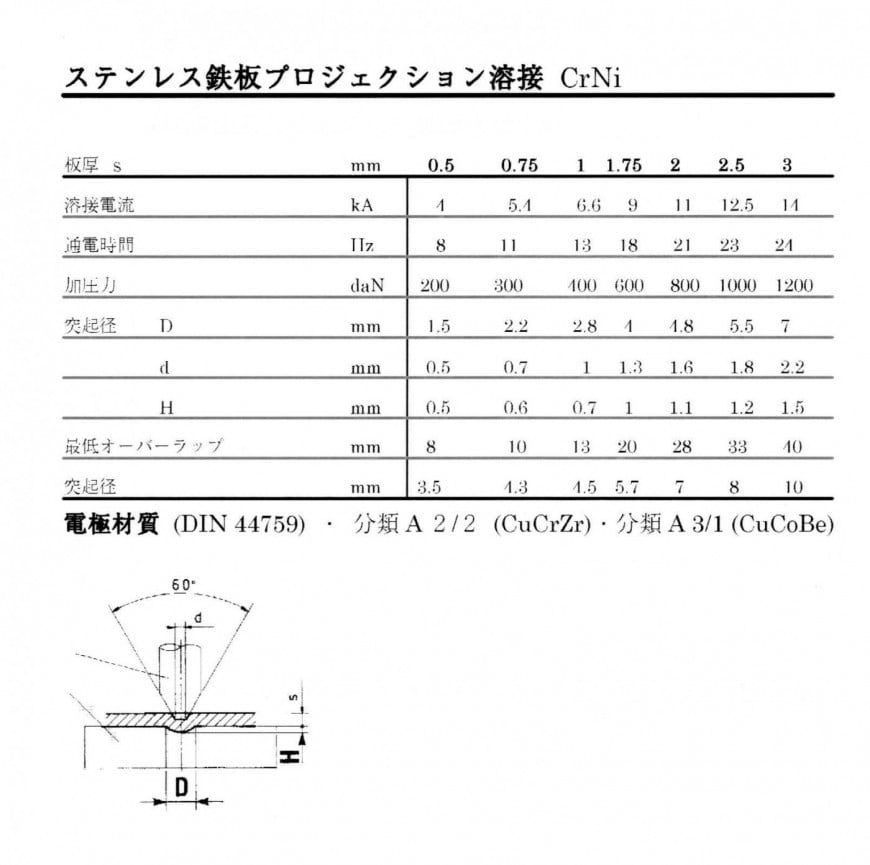
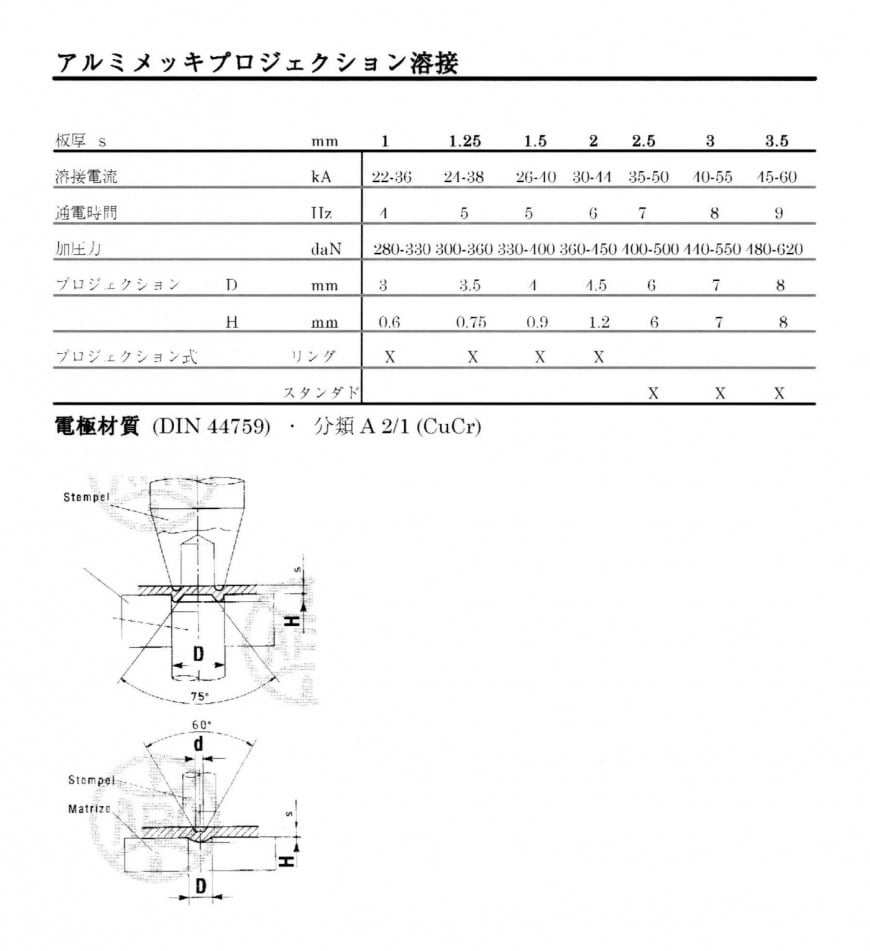
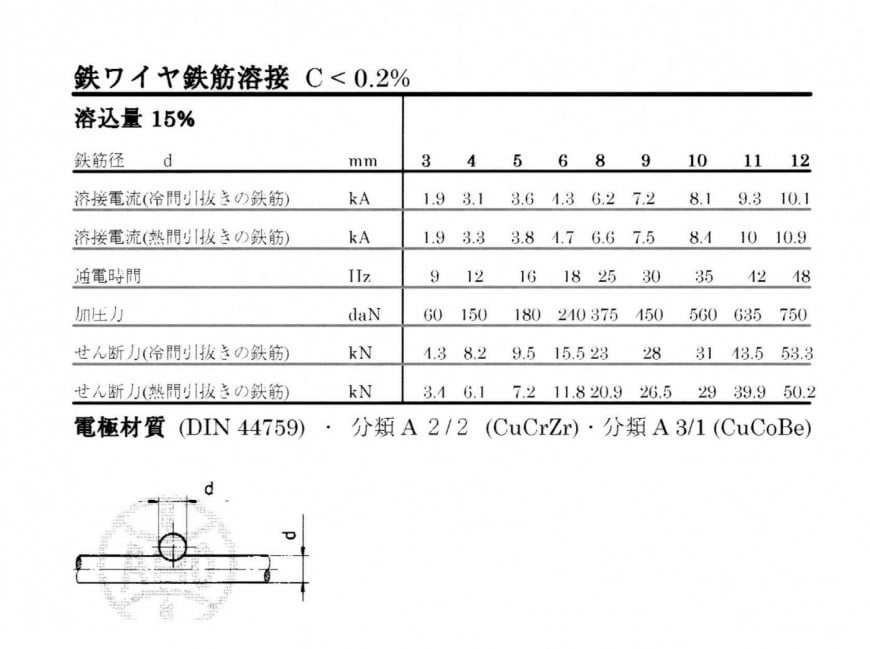
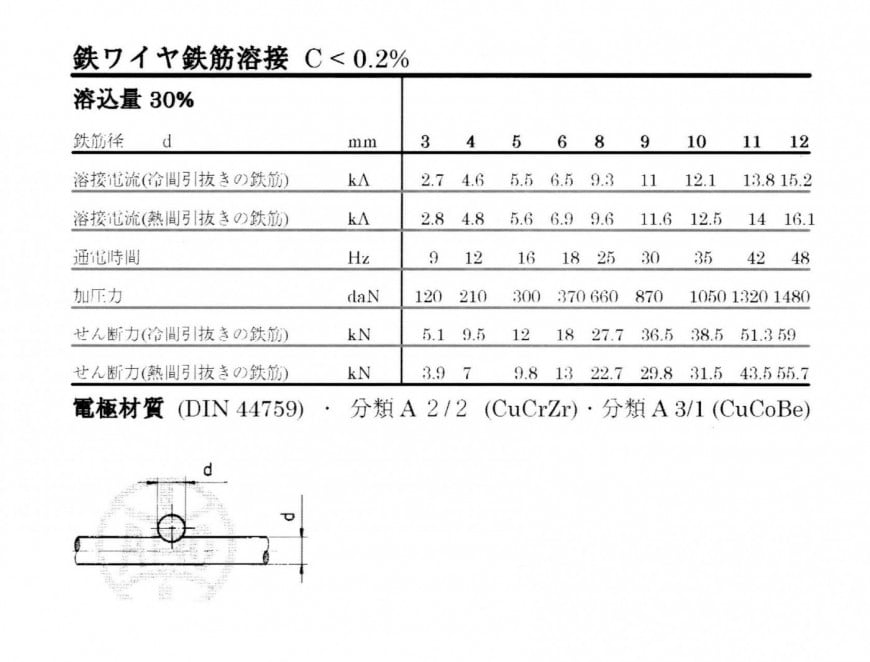
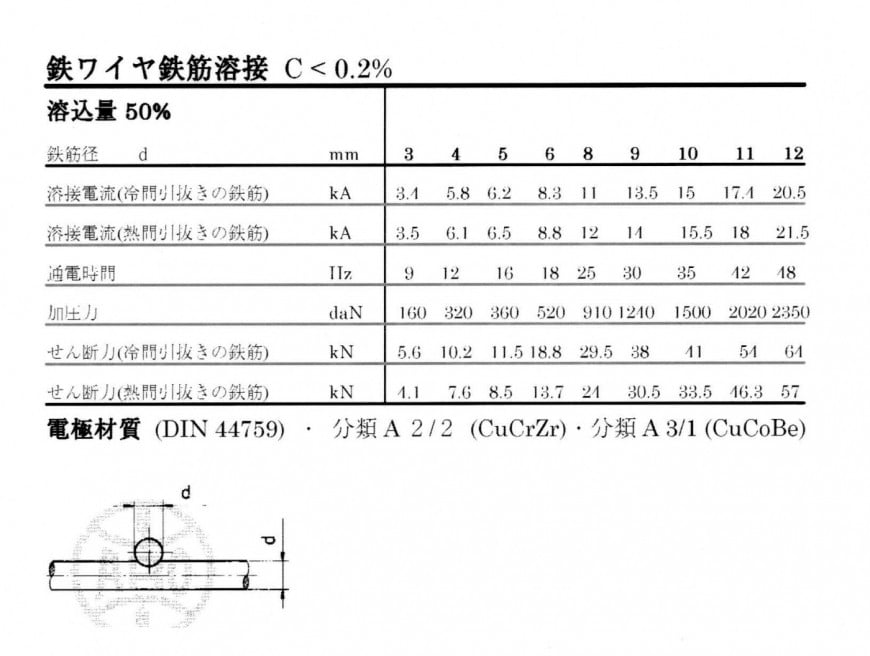
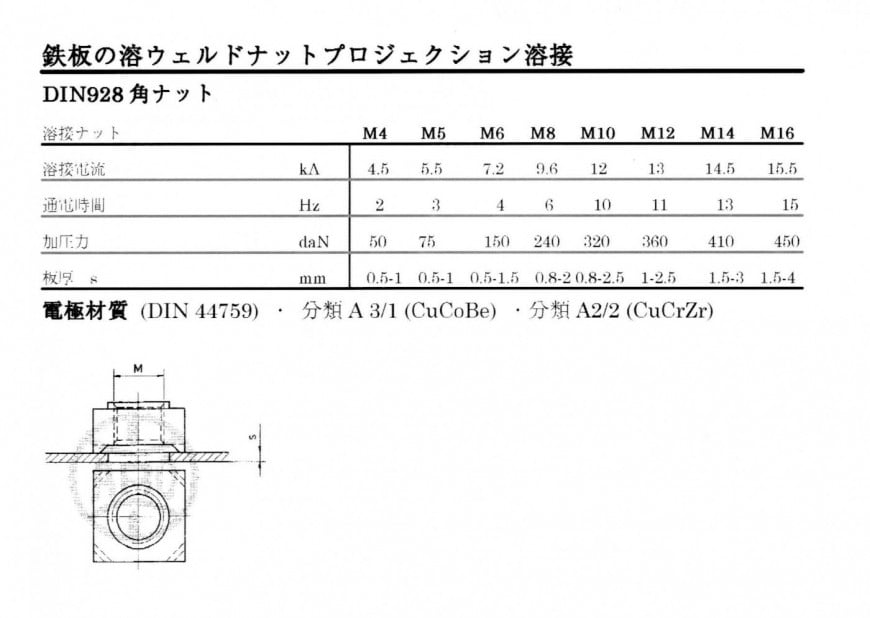
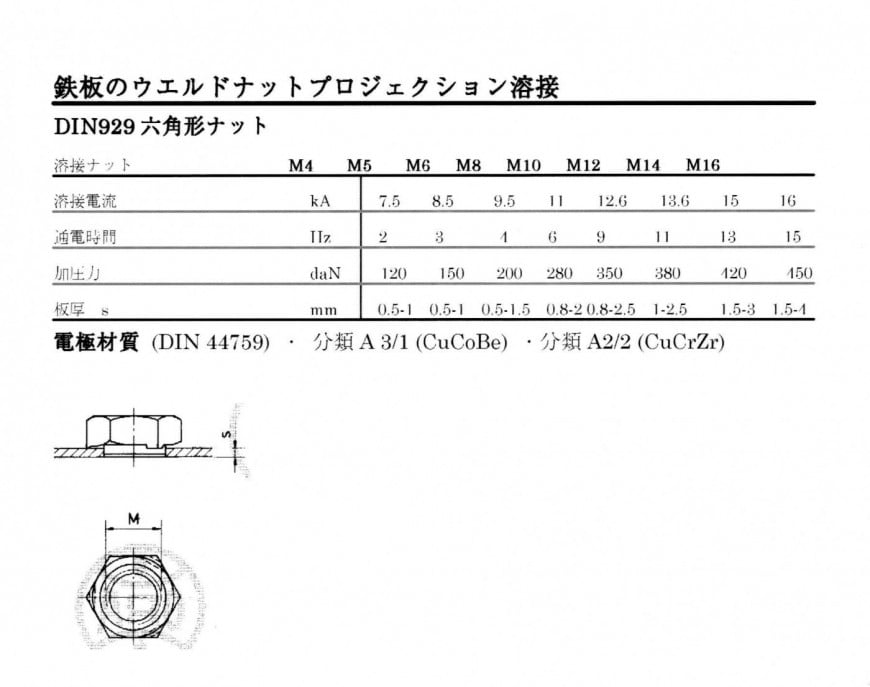
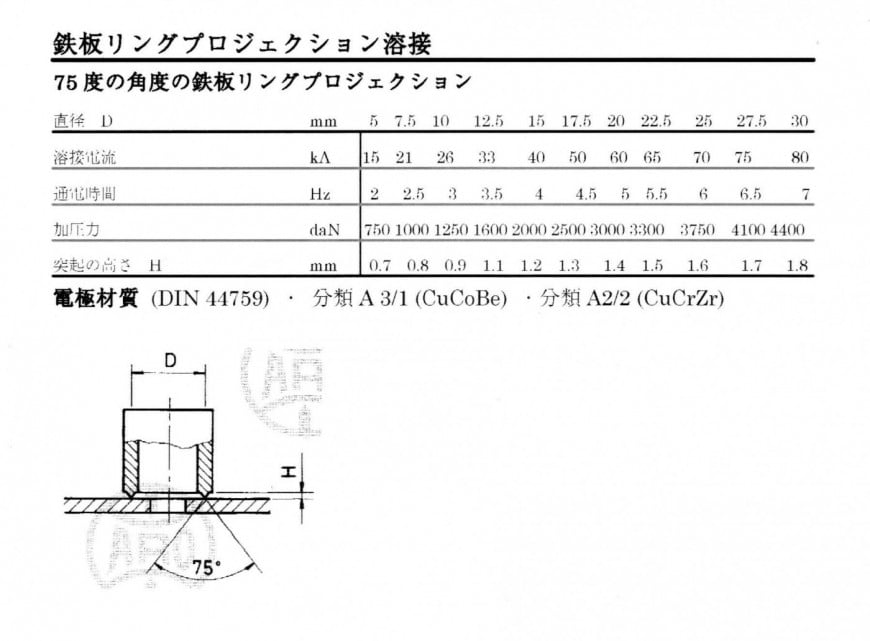
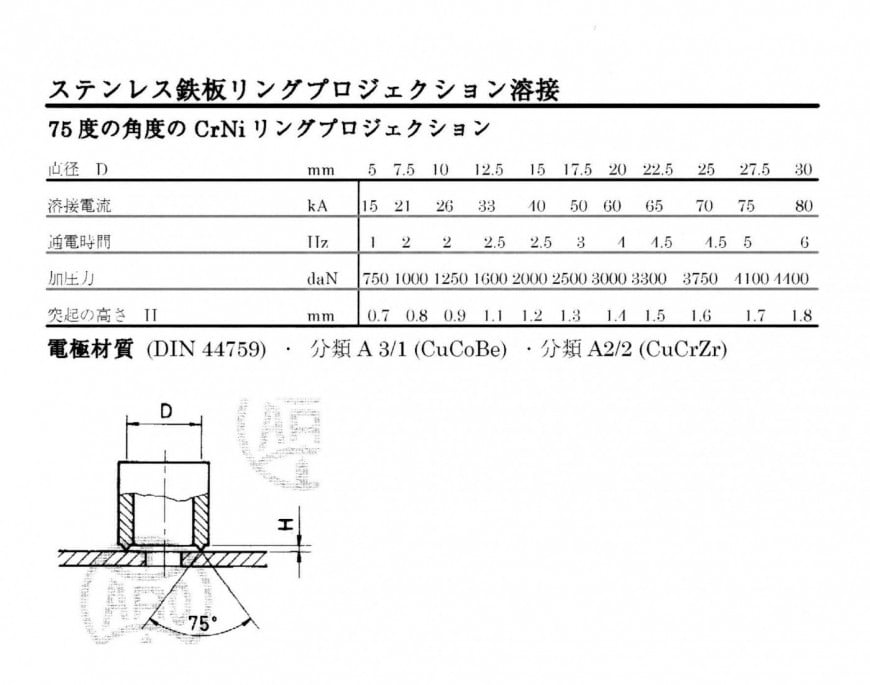
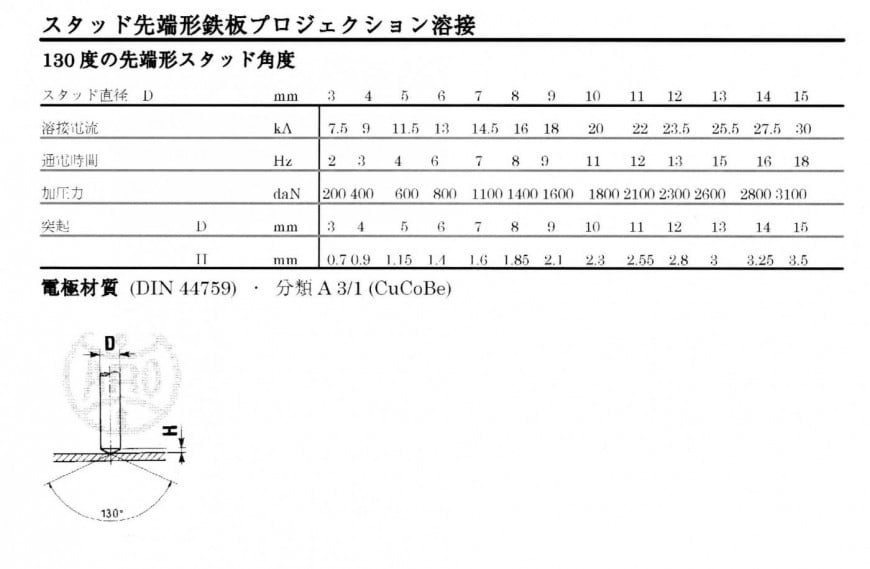
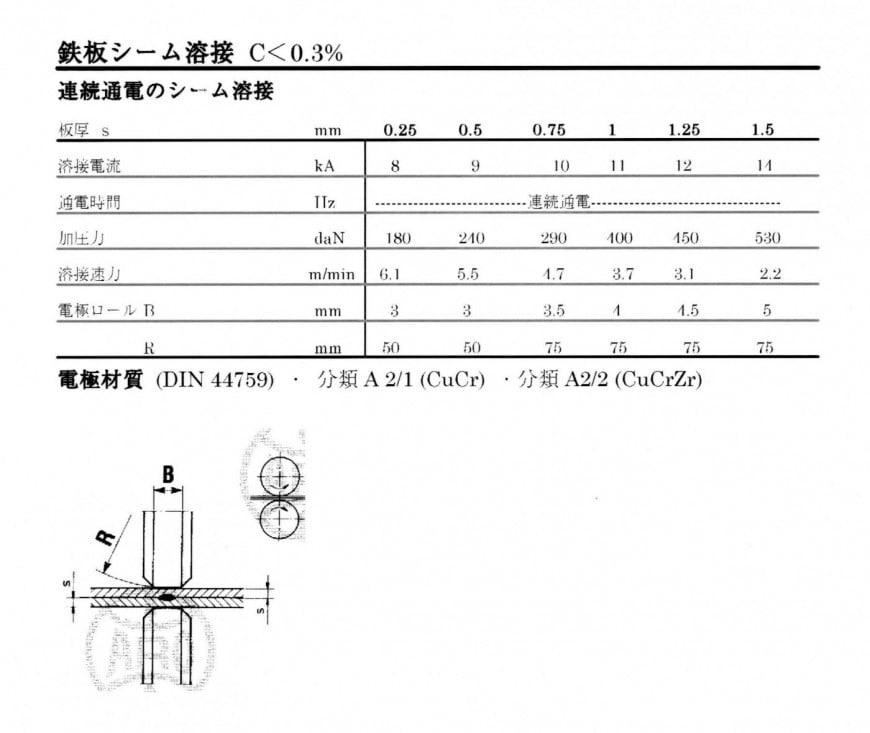
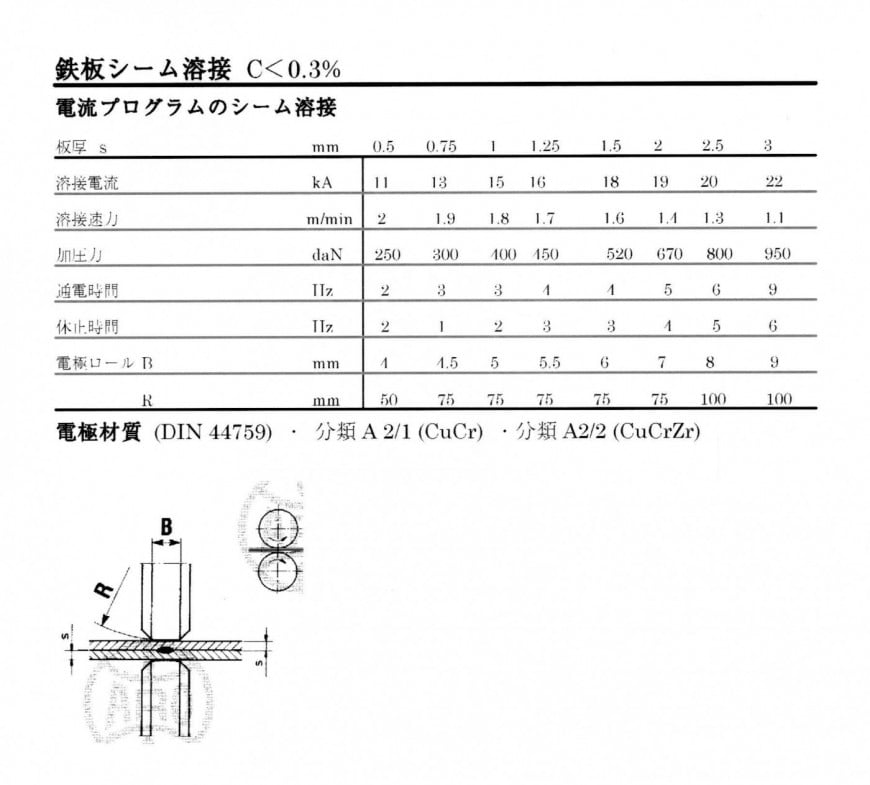
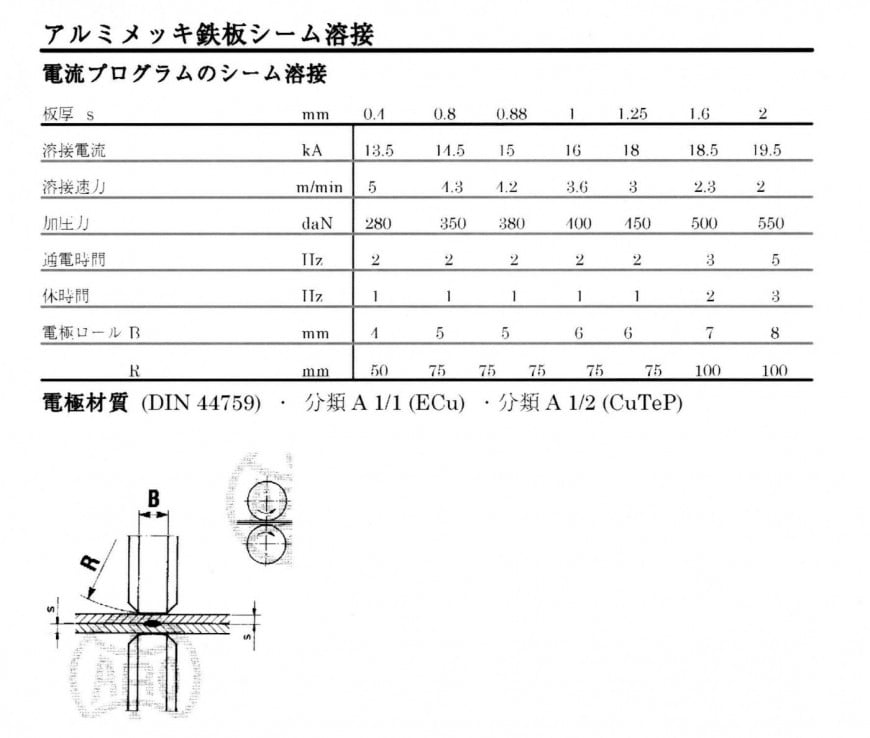
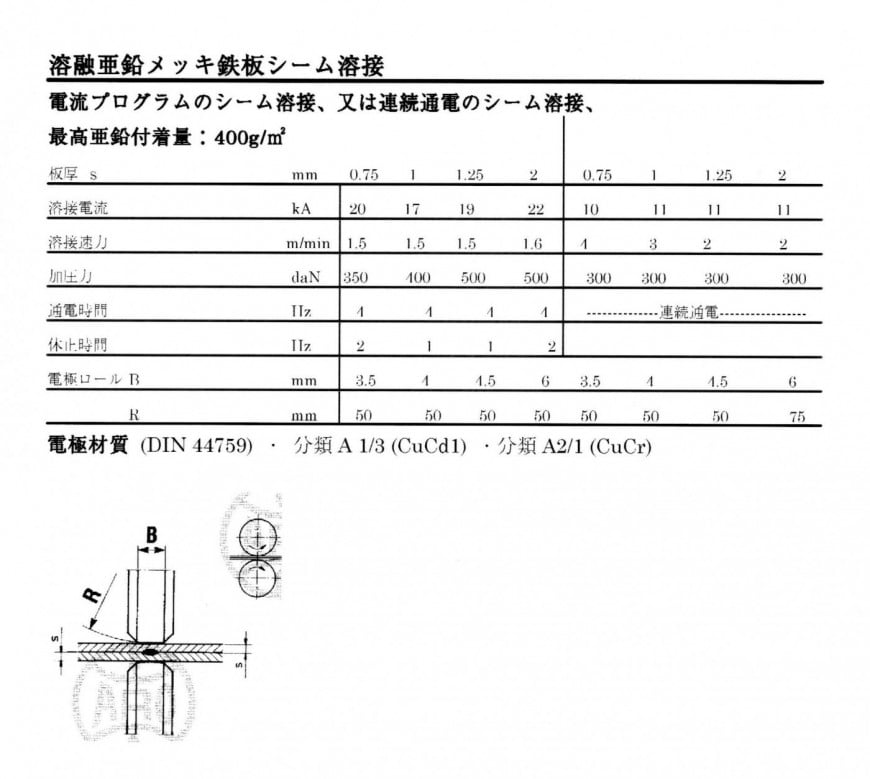
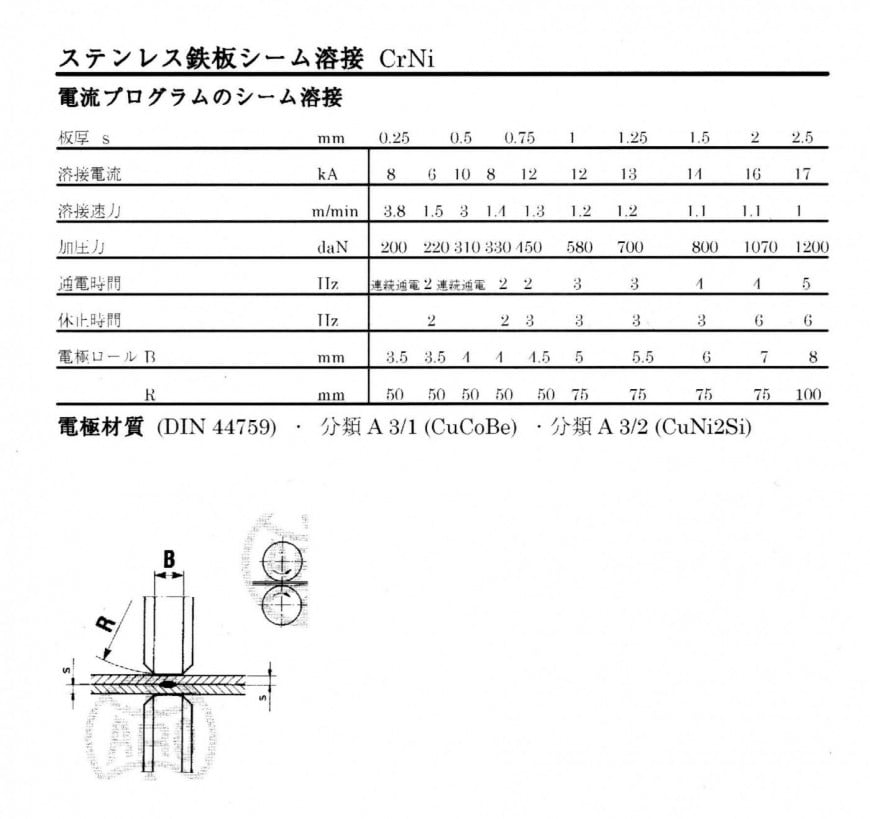
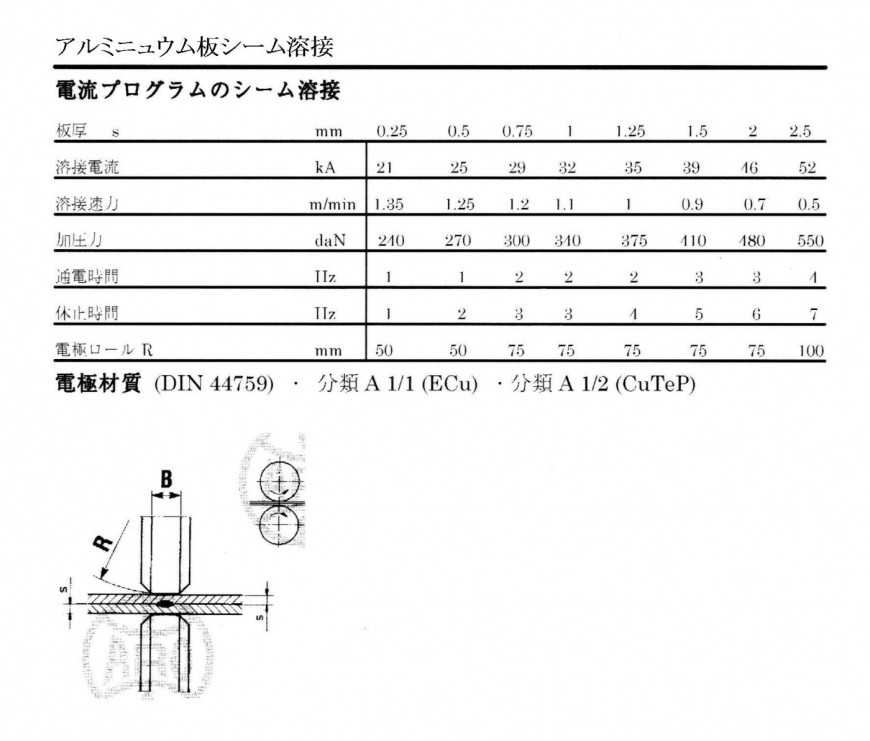
この溶接条件は仏国ARO社の溶接条件を参照しておりますスポット溶接 すべて開く すべて閉じる鉄板スポット溶接 C<0.15%(短通電溶接)鉄板スポット溶接 C<0.15%(中通電溶接)鉄板スポット溶接 C<0.15%(長通電溶接)溶融亜鉛メッキ鉄板スポット溶接電気亜鉛メッキ鉄板スポット溶接亜鉛メッキ鉄板スポット溶接アルミメッキ鉄板スポット溶接ステンレス板スポット溶接(溶接品質A)ステンレス板スポット溶接(溶接品質B)軟鋼板スポット溶接C<0.3%アルミ板スポット溶接(溶接品質A)アルミ板スポット溶接(溶接品質B)アルミ板スポット溶接(超高品質溶接)プロジェクション溶接 すべて開く すべて閉じる鉄板:1つのプロジェクション溶接鉄板:2つ又は3つのプロジェクション溶接合金が少ない鉄板:3つ以上プロジェクション溶接亜鉛メッキ板プロジェクション溶接ステンレスプロジェクション溶接アルミメッキプロジェクション溶接鉄筋溶接:溶け込み量15%鉄筋溶接:溶け込み量30%鉄筋溶接:溶け込み量50%ウエルドナット:DIN928正方形ナットウエルドナット:DIN929六角形ナット鉄板リングプロジェクションステンレスリングプロジェクションスタッド溶接シーム溶接 すべて開く すべて閉じる鉄板シーム溶接:連続通電鉄板シーム溶接アルミメッキ鋼板亜鉛メッキ鋼板ステンレスアルミ板お問い合わせ先TEL:0276-71-1180/FAX:0276-71-1182【営業時間】月曜日から金曜日 8:30~17:30